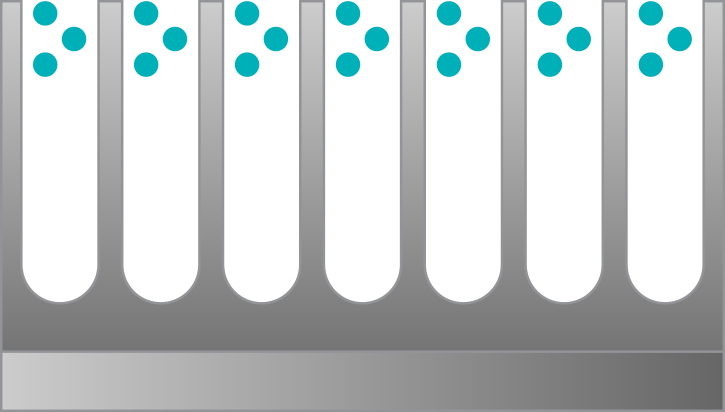
Anodizing refers to the electrochemical oxidation of metals or alloys. Aluminum and its alloys form an oxide film on the aluminum product (anode) due to the action of the applied current under the corresponding electrolyte and specific process conditions. Anodizing can not only solve the defects of aluminum surface hardness, Abrasion resistance, etc., but also extend the service life of aluminum and enhance its aesthetics. It has become an indispensable part of aluminum surface treatment and is currently the most widely used and is a very successful craft. The thickness of the oxide film is generally less than 25um, which can oxidize a variety of colors.
Hard anodizing
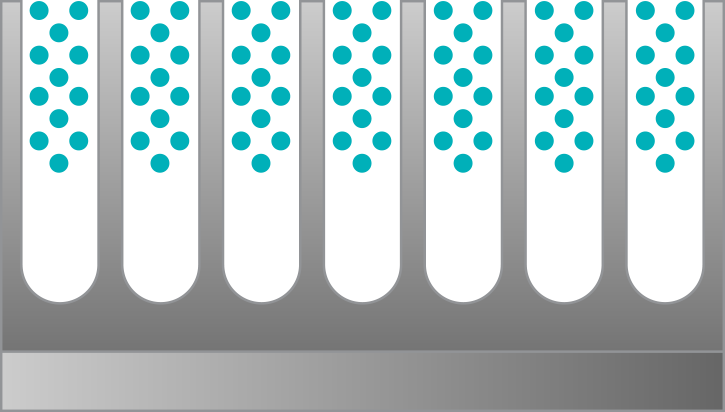
The full name is hard anodizing. Hard anodic oxide film generally requires a thickness of 25-150um. Most hard anodic oxide films have a thickness of 50-80um. Hard anodic oxide films with a film thickness of less than 25um are used in tooth keys and spirals. The thickness of the anodic oxide film for parts, wear resistance or insulation is about 50um. Under certain special process conditions, it is required to produce a hard anodic oxide film with a thickness of 125um or more, but it must be noted that the thicker the anodized film, the The lower the microhardness can be, the rougher the surface of the film increases (will be). The bath solution for hard anodic oxidation is generally sulfuric acid solution and sulfuric acid with organic acids such as oxalic acid and sulfamic acid. In addition, hard anodizing can be achieved by lowering the anodizing temperature or reducing the sulfuric acid concentration. For deformed aluminum alloys with copper content greater than 5% or silicon content greater than 8%, or die-cast aluminum alloys with high silicon content, some special measures for anodizing may also be considered. For example: For 2XXX series aluminum alloy, in order to avoid aluminum alloy being burnt during the anodizing process, 385g/L sulfuric acid plus 15g/L oxalic acid can be used as the electrolyte bath, and the current density should also be increased to 2.5A/dm. It can oxidize a variety of colors.
CONTACT US
Our team is on hand to address your concerns. Just complete the email form below. Thank You!
We use cookies to personalise content and ads, to provide social media features and to analyse our traffic. We also share information about your use of our site with our social media, advertising and analytics partners who may combine it with other information that you’ve provided to them or that they’ve collected from your use of their services. You consent to our cookies if you continue to use this website. Check out our Privacy Policy. By clicking “Accept”, you consent to the use of ALL the cookies.
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.